Friday, February 17, 2012
Courier 1972-74 Drive Axle Repair Manual
Courier (1972 to 74) Repair Manual
DESCRIPTION
This axle assembly incorporates a removable carrier differential, having a hypoid type ring and pinion gear set, with the pinion being retained in the carrier by a companion flange and nut. Semi-floating axles are secured in the housing by the shaft bearing retainers.
IDENTIFICATION
Only one type of axle assembly is used. Axle ratio (4.11-1, 4.37-1 or 4.62-1) can be determined by dividing the number of teeth on ring gear by the number of teeth on pinion gear.
REMOVAL AND INSTALLATION
AXLE SHAFT AND BEARINGS
Removal - After removing complete brake assembly, including nuts securing backing plate and bearing housing-to-axle housing, slide axle shaft out of housing. Remove inner oil seal from axle shaft, spread locking tabs on lock washer, then using a suitable spanner (T72J-4252) remove lock nut and washer. Using a suitable puller (T72J-1225), remove bearing with housing from shaft. Remove bearing cap and outer seal from bearing housing.
Installation - Using suitable tool (T72J-1177), install new outer seal in bearing housing. Press or drive new bearing cup into retainer using suitable tool (T72J-4252-B). Install brake backing plate and bearing housing on axle shaft, then position bearing on axle shaft. NOTE - Insure bearing taper points in the right direction. Slide a suitable tool (T72J-4252-A) over shaft, place axle shaft on end in press, and press bearing into place. Install axle shaft and loosely assemble two bolts through bearing housing and axle housing. flange. Mount a dial indicator to backing plate so axle end play can be measured.
NOTE - If both axles have been removed, check end play of each shaft as it is installed. If end play is not to specification, adjustment is made by using appropriate shims between axle housing flange and bearing housing. After correct end play is obtained, install and tighten as necessary, all remaining components.
 |
| DIFFERENTIAL ASSEMBLY |
DIFFERENTIAL CARRIER
 |
| REAR AXLE ASSEMBLY |
Removal - Raise and support vehicle. Drain lubricant from differential, replace drain plug, then remove remove axle shafts as previously outlined. Mark drive shaft and companion flange at differential for reference at time reassembly, then remove drive shaft. Remove carrier-to-housing retaining nuts, then remove carrier from housing.
Installation - Reverse removal procedure using a suitable sealer between the carrier and axle housing, and insure the drive shaft-to-companion flange reference marks are aligned.
OVERHAUL
DISASSEMBLY
 |
| CHECKING RING GEAR BACKFACE RUNOUT (TYPICAL) |
1) Remove differential carrier as previously outlined, then mount carrier assembly in a suitable holding fixture with ring gear facing upward. Mount a dial indicator to carrier housing and check ring gear runout for reference at time of reassembly. Also make a gear tooth contact pattern check. Refer to Rear Axle Gear Tooth Patters in this section.
2) Punch mark differential bearing caps and adjusters for reference at time reassembly. Remove adjuster lock plates. Loosen bearing cap nuts and back off adjusters using a suitable spanner (T72J-4067). NOTE - Adjuster on left has left hand thread. Remove nuts, bearing caps, and adjuster, keeping each bearing cap with its own adjuster.

3) Lift out differential assembly keeping each bearing outer race with its own bearing. To remove differential bearings, use a suitable puller (T70P-4221). Remove bolts and locks retaining ring gear to case, then remove ring gear. Drive out differential pinion shaft lock pin and remove pinion shaft and thrust black. Rotate pinion gears 90 degrees and remove them with their thrust washers. Lift out the differential side gears along with their thrust washers.
4) Hold pinion gear companion flange and remove nut then the flange. Remove drive pinion and rear bearing. NOTE - If required, use soft headed mallet to top pinion gear from case, and guide pinion out to avoid damage to gear teeth. Remove oil seal and front bearing. Remove pinion bearing races from carrier using a drift in the slots provided. Remove and save the shims under the outer race, and remove bearing from pinion using a suitable tool (T72J-4630).
REASSEMBLY AND ADJUSTMENT
 |
| POSITIONING DRIVE PINION SHIMS AND BEARING CONES |
Case Assembly 1) If original ring and pinion gear set is being install, use original shim pack found under the pinion bearing outer race. If a new gear set is being used, determine the correct number of shims to use in the following manner: Drive pinion gears may be stamped either "+1,2,3" or "-1,2,3", or they may be unmarked. Compare marks on tapered ends of old and new gears. Subtract the two numbers. A plus remainder means to remove that number of shims from the original shim pack. A minus remainder means to add that number of shims to the original shim pack. If the number is the same on both gears, or if both gear are unmarked, use the original shim pack. Each shim is .0004" (.01 mm) thick, and no more than four shims should be used.
 |
| INSTALLING DRIVE PINION BEARING CONES |
2) Install the correct shim pack and then using a suitable tool (T72J-4616), install pinion gear bearing cases. Install bearing on pinion gear using a suitable tool (T70P-4625) and a press. Install pinion gear and bearing in carrier followed by the spacer, shims, front bearing and companion flange, without the oil seal. Tighten companion flange nut to 145-250 ft. lbs. (20.0-34.5 mkg).
3) Using an inch point torque wrench, check the rotating torque of pinion gear. If torque is not 15-30 INCH lbs. (17.3-34.6 ckg) through one complete revolution, refer to the shim thickness and spacer size tables and install appropriate shims and spacer which will obtain that specified preload. After setting preload, install the oil seal and reinstall the companion flange and nut.
Pinion Gear Shim Thickness
| INSTALLING DRIVE PINION SPACER AND RING |
I.D. Mark Shim Thickness
4...................................................... .013" (.33 mm)
6...................................................... .014" (35 mm)
8...................................................... .016" (.38 mm)
Pinion Gear Spacer Size
I.D. Mark Length
20..................................................... 2.291" (58.19 mm)
28..................................................... 2.294" (58.27 mm)
36..................................................... 2.297" (58.37 mm)
44..................................................... 2.300" (58.42 mm)
Differential Assembly - Reverse disassembly procedure noting the following checks and adjustments.
Side-to-Pinion Gear Backlash - After installing side and pinion gears, insert pinion shaft, without thrust block, into its proper position. Check side-to-pinion gear backlash. If backlash exceeds .008" (.20 mm), refer to table and install appropriate side gear thrust washers to obtain the correct backlash. Remove pinion shaft, then reinstall it with the thrust block
Side Gear Thrust Washers
I.D. Mark Thickness
6................................................ .063" (1.6 mm)
7................................................ .067" (1.7 mm)
8................................................ .071" (1.8 mm)
 |
| CHECKING RING-TO-DRIVE PINION BACKLASH (TYPICAL) |
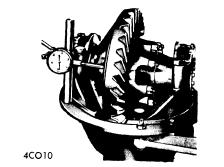
Ring-to-Drive Pinion Gear Backlash - After differential is completely assembled and installed in carrier, snug bearing cap nuts. Turn adjusters, using spanner, until bearings are properly seated and end play is eliminated with a slight amount of ring-to-drive pinion gear backlash. Slightly tighten one bearing cap nut on each side. Mount dial indicator to carrier flange with indicator plunger set at right angle to ring gear teeth. Check ring-to-drive pinion gear backlash at four or five points around ring gear. Turn both adjusters equally to obtain specified backlash. Proceed by setting differential bearing preload.

Differential Bearing Preload - Taking car not to disturb ring-to-drive pinion gear backlash, set preload using a dial indicator as shown in illustration. After setting preload, tighten bearing cap nuts and complete assembly procedure.

Subscribe to:
Post Comments (Atom)
No comments:
Post a Comment